Entre a miríade de concorrentes a disputar a atenção dos pesquisadores de materiais, a cerâmica surge como uma candidata formidável, totalmente adequada para revolucionar os esforços humanos de formas anteriormente inimagináveis. O fascínio da cerâmica reside na sua versatilidade, durabilidade e, modernamente, potencial para processos ecológicos de fabrico. Neste post, embarco numa breve especulação sobre ascensão inexorável da cerâmica e seu papel potencialmente fundamental na definição do futuro da indústria.
Argumento: o próximo grande passo na indústria será o uso intensivo de cerâmica
A cerâmica, outrora relegada ao domínio da olaria e das artes decorativas, sofreu uma metamorfose notável, emergindo como pedra angular da indústria moderna. Com suas propriedades inerentes, como alta resistência, estabilidade térmica, resistência à corrosão e isolamento elétrico, a cerâmica encontrou aplicações generalizadas em diversos setores, incluindo aeroespacial, automotivo, eletrônico, saúde e energia.
Um dos principais fatores que impulsionam a cerâmica para a vanguarda da inovação industrial é a sua capacidade de resistir a condições físicas inclementes. Ao contrário dos metais e polímeros, as cerâmicas oferecem uma combinação única de robustez mecânica e leveza, tornando-as candidatas ideais para aplicações onde a relação resistência/peso é fundamental. Além disso, suas excepcionais propriedades térmicas as tornam indispensáveis em ambientes de alta temperatura, desde componentes de motores a materiais refratários para fornos e fornalhas.
O advento de técnicas avançadas de fabricação, como a impressão 3D, alteram radicalmente a forma como a cerâmica é fabricada. Em um post recente [link] eu mostrei as pesquisas que estamos fazendo para a fabricação de peças diversas usando gelcasting de nano zirconia. Essa tecnologia transformadora usa moldes impressos em 3D e permite a criação de estruturas cerâmicas complexas com precisão e personalização sem precedentes, abrindo caminho para a realização de projetos complexos que antes seriam inatingíveis.
Além de suas proezas mecânicas, as cerâmicas possuem biocompatibilidade inata, tornando-as indispensáveis em aplicações biomédicas, como implantes, próteses e engenharia de tecidos. Sua capacidade de imitar as propriedades do osso natural a torna a escolha ideal para implantes, oferecendo aos pacientes uma solução durável e duradoura.
Nanocerâmica: indústria pioneira e vital nos assentamentos em Marte
À medida que a humanidade se volta para o cosmos, a perspectiva de colonizar corpos celestes distantes se torna cada vez mais real. Marte destaca-se como uma opção tentadora para a habitação humana no futuro de médio prazo, oferecendo uma combinação única de desafios e oportunidades. Na busca pela auto-suficiência e sustentabilidade no Planeta Vermelho, a cerâmica surge como um elemento óbvio, oferecendo uma solução viável para os inúmeros desafios colocados pela colonização extraterrestre.
As suspensões coloidais de nanocerâmica, como a que comentamos acima, caracterizadas por nanopartículas (< 50 nm) suspensas em um meio líquido, são imensamente promissoras para os assentamentos em Marte. Aproveitando as abundantes matérias-primas disponíveis na superfície marciana, como sílica e alumina, essas técnicas desenvolvidas pela engenharia química apresentam um meio econômico e sustentável de fabricação de componentes essenciais para infraestrutura e habitação.
Um dos atributos mais atraentes desse tipo de síntese cerâmica reside em seus baixos requisitos de energia, particularmente nos processos de gelcasting. Gelcasting, uma técnica versátil de formação de cerâmica, consiste na síntese de um gel cerâmico estável que pode ser moldado em formas complexas antes de passar por um processo de solidificação controlado. Este método não só conserva energia, mas também minimiza o desperdício de materiais, tornando-o altamente propício a ambientes com recursos limitados, como Marte.
Na técnica de formação cerâmica por gel, a suspensão é depositada em um molde feito em 3D para obter a peça ‘verde’ que será sinterizada. Na foto, o processo de gelcasting propriamente dito. Imagem: Triforma – CC-BY-SA-NC
As excepcionais propriedades mecânicas das cerâmicas também as tornam indispensáveis para a construção de habitats capazes de resistir às duras condições ambientais prevalecentes em Marte. Como barreira antirradiação ou como isolamento térmico, a cerâmica oferece uma solução robusta e durável para proteger os marcianos sem-atmosfera contra os rigores do espaço.
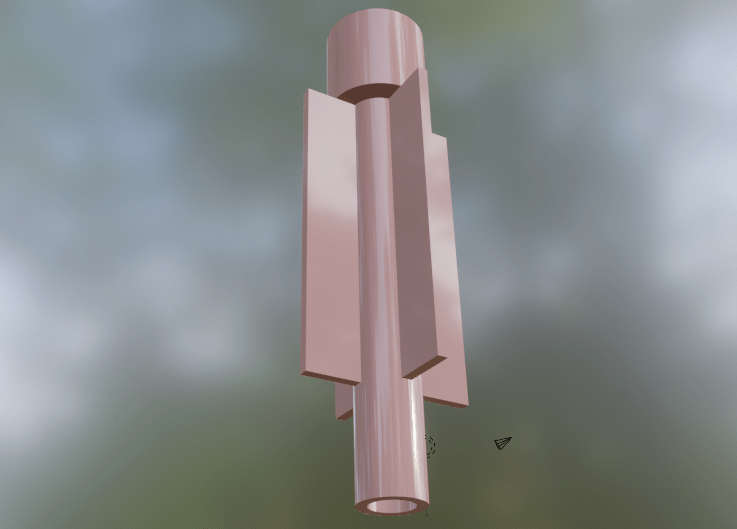
O resultado final do gelcasting é uma peça totalmente diferente das peças metálicas conhecidas, ainda com espaço para um pouco de estilo. Este é o hotend cerâmico — realmente pink — para impressão 3D, que lançaremos em breve, capaz de operar a 850 graus. Imagem: Triforma – CC-BY-SA-NC
Como demonstramos com exemplos modestos, a integração dos processos de gelcasting com a impressão 3D abre uma infinidade de possibilidades para a fabricação, no local, de componentes estruturais, ferramentas e equipamentos. Ao aproveitar o poder dessas técnicas de produção avançadas, os colonizadores de Marte podem reduzir a sua dependência das cadeias de abastecimento ligadas à Terra e acelerar o estabelecimento de colônias auto-sustentáveis.
Talvez, no futuro distante, essa primeira fase da história marciana venha a ser chamada “a Idade Marciana da Cerâmica.”
How I intend to steal the Fire of the Gods and give it to the geeks.
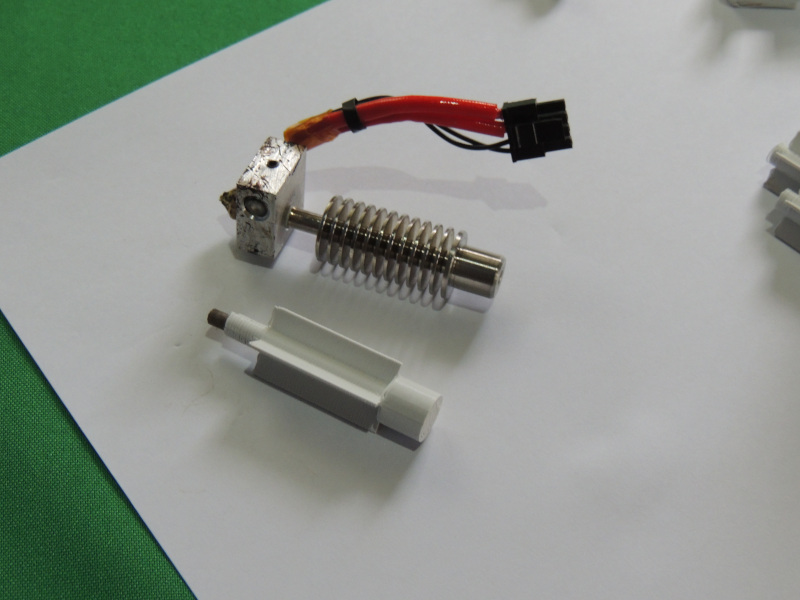
The unfinished prototype of the first model to be tested, the upcoming TF-01 Linear (the white piece), seen here alongside the standard metallic hotend from Sethi 3D, for dimension comparison. Image: Triforma CC-BY-SA-NC
Notice: This is a Portuguese language blog extraordinarily featuring an article in English.
As a 3D printing entrepreneur and enthusiast, I decided last year to dedicate more of my time to this transformative technology — one I believe still has its best days ahead. My goal is to go beyond prototyping and use 3D printing to manufacture final parts and components for both industrial and consumer applications.
To achieve this, I’m focusing on additive manufacturing with advanced materials like nylon and carbon fiber. Reaching extrusion temperatures above 300°C (573°F) is essential for processing these high-performance thermoplastics. This ambition makes sense, especially as engineering superplastics like polycarbonate (PC), TPI, and PEEK become increasingly accessible. These materials demand higher thermal capabilities, and the need for high-temperature hotends is only growing.
Yet, despite a wide array of brands on the market, the FFF 3D printing hotend — a critical component — remains relatively limited in both design and performance. The hotend includes a heated chamber, powered by a heating element and regulated by a thermistor in a closed-loop system. At its base, a replaceable nozzle deposits molten filament onto the print bed. (See: Anatomy of a Hotend.)
Most hotends are made from steel and use Teflon liners or titanium–copper heat breaks to manage thermal flow. Preventing heat creep — where rising heat softens the filament prematurely — is essential. This is why heat barriers and effective passive cooling are so critical: they ensure the filament stays solid until it reaches the melt zone.
Hot Ends
The standard hotend that comes installed in my Sethi 3D FFF printer—a model from the Brazilian manufacturer Sethi 3D—is a solid and well-designed component. Built from steel and featuring a Teflon lining, it performs reliably within the lower to mid-range category. It’s particularly well-suited for printing with PLA and ABS, delivering consistent results with minimal hassle.
That said, like many hotends in its class, it relies on an internal Teflon tube to guide the filament. This design works well at moderate temperatures, but the Teflon begins to degrade when exposed to temperatures above 240°C (470°F), which limits its suitability for high-temperature filaments.
Our customized Sethi S3, the printer used for this project, has been visually enhanced from its original factory design. Originally featuring a more conservative, enclosed box-like appearance, it now includes a transparent panel. This modification not only improves print visibility and monitoring but also adds flexibility for media production. – Image: CC-BY-SA-NC
Another common option on the market is the all-metal hotend—devices built entirely from metal, often featuring a bi-metallic heat break made of titanium and copper. This combination creates a thermal barrier between the heater block and the heat sink, allowing the hotend to handle higher temperatures and enabling the use of advanced, engineering-grade filaments. However, despite their design, the maximum temperatures these hotends can sustain are still comparable to standard models like the one from Sethi. Their main advantage lies not in higher heat tolerance, but in preventing premature filament softening—known as heat creep.
Frankly, it’s a bit disappointing that in 2024, the industry’s best solution for thermal isolation is still titanium—a material with a relatively low thermal conductivity of just 25 W/m·K. Surely, there must be a more effective alternative out there.
In practice, most hobbyists and casual makers hit a ceiling around 350°C (660°F). Pushing beyond that usually requires not just specialized equipment, but also a deeper level of technical know-how. Still, one has to wonder: could we one day make temperatures above 500°C (930°F)—currently the domain of high-end industrial setups—accessible to everyday users?
Rare Earths Everywhere
Over the past year, I’ve delved deeply into ceramic literature and have been consistently impressed by the remarkable objects created using various transition metals and rare earth oxides. As I reflected on the limited range of available hotend options, I began to see a promising opportunity—one that might be worth pursuing.
At its core, isn’t a hotend essentially just a glorified tube? If the team at Sethi was able to develop one using their expertise in metalworking (*), then why couldn’t someone like me—armed with a growing understanding of advanced ceramics—create a comparable solution? Why not leverage the exceptional thermal properties of these materials for what they seem naturally suited to: managing the intense heat at the tip of an extruder? It’s hard not to wonder—how has this potential avenue been largely ignored by the industry?
Ideas began to flow from some hidden corner of my mind. I started envisioning a sleek, zirconia-white form. Drawing on my experience with CAD—specifically OpenSCAD—I sat down at my workstation, the Periodic Table glowing on a nearby monitor, and began sketching out my concept: a ceramic hotend, purpose-built for my own Sethi S3 3D printer.
After a few sleepless nights, I had finalized the blueprint for my petite yet bold creation—one that broke away from the conventional stacked-disc design of typical metal heatsinks. Its form was unconventional, shaped by the unique properties of ceramics. With significantly lower thermal conductivity, ceramics eliminate the need for large heat dissipation surfaces, opening up exciting possibilities for more compact and creative designs. Add to that the material’s texture and color versatility—imagine a soft pink version for March—and the result isn’t just functional, but beautiful. A hotend, reimagined as an object of both engineering and aesthetic value.
Within just a few days, it became clear to me why ceramic objects—beyond toiletries—are so rare in the market. This realization also highlights the thoughtful and highly relevant design of the original hotend envisioned by Sethi in 2013. Traditional ceramic shaping methods simply don’t accommodate elaborate stylistic innovations or intricate anatomical details.
Until recently, advanced ceramists lacked the technology to break completely from traditional methods, restricting them to producing relatively simple forms—like rings and tubes—using techniques such as slip casting, pressurized injection, and dry pressing. These large-scale industrial processes limited design complexity. For a small, precision component in a device like a 3D printer, ceramics have historically seemed impractical.
Sol-gel Comes for the Rescue
Sol-gel chemistry, a process I had studied extensively in the months leading up to my insight, presented a promising solution to the challenge of working with ceramics in fine mechanics—enabling the creation of ceramic objects with remarkable structural complexity.
Simply put, sol-gel chemistry involves synthesizing inorganic polymers or ceramics from a liquid solution. This process begins by converting liquid precursors into a colloidal suspension called a “sol” (from SOLution), which then transforms into a three-dimensional network known as a “gel.”
The formation of a sol results from hydrolysis and condensation reactions of particles, creating a colloidal system—a dispersion of tiny particles within a medium. According to the International Union of Pure and Applied Chemistry (IUPAC), a colloidal system is a dispersion of one phase into another where, “the molecules or polymolecular particles dispersed in a medium have, at least in one direction, a dimension between 1 nm and 1 μm”. Everyday examples of colloids include milk and mayonnaise.
The sol-gel process has been extensively studied and applied in advanced ceramics; for deeper insights, I recommend consulting the specialized literature. For instance, the ceramic tiles covering the space shuttle’s heat shield are produced using techniques closely related to sol-gel chemistry.
Gel Casting
Ceramic shaping techniques generally fall into two categories: dry and wet forming processes. Gel molding, also known as gel casting, is a wet forming technique. The technology we employ—developed by Oak Ridge National Laboratory (ORNL)—allows for the fabrication of high-density ceramics with intricate, near-net-shape geometries. This method offers several significant advantages, including fast molding cycles, no limitations on mold materials, excellent mechanical strength in the unsintered “green” state, and the capability to produce components with varying section thicknesses.
Molds used for developing the prototypes – Image: Triforma – CC-BY-SA-NC
It’s important to highlight that the gel molding method permits the use of virtually any material to shape ceramic masses, unlocking vast new possibilities for 3D printers. No longer confined to prototyping, these printers can become powerful and efficient tools for manufacturing advanced ceramics, thanks to their ability to produce complex molds directly and affordably on-site.
This potential extends to FFF printers as well. In gel casting, the unique layered texture of the printed mold is faithfully transferred to the ceramic parts. I personally intend to embrace this “imperfection” as a distinctive visual signature that reveals the product’s origins. Naturally, others may prefer molds that are flawlessly smooth and uniform—whether created via SLA, SLS, or precision-machined from stainless steel.
Overall, integrating gel molding into FFF printing represents a major leap in productivity and profitability. An ABS mold that takes just two hours to print can be used to replicate thousands of high-performance ceramic parts in a remarkably short time.
This Project
Our process begins with preparing water-based gels by dispersing ceramic powders—such as zirconia and yttria—in water. We then add gelling agents, including monomers and initiators, and mix thoroughly to form a stable colloidal suspension, as described earlier. This slurry is poured into an ABS plastic mold created via 3D printing and allowed to dry, forming a “green” ceramic body.
Once dried, the green body is carefully removed from the mold, subjected to further drying, and then sintered at high temperatures to achieve full densification. The final steps include precision machining and partial enameling to complete the component.
The solution is shaped within the plastic molds. The mold in the background is already closed, undergoing the gel curing/drying process. – Image: Triforma– CC-BY-SA-NC
Until recently, acrylamide (AM) was the standard gelling agent used in gel molding. However, its neurotoxic properties limited the widespread industrial adoption of this technique. This constraint hindered the development of gel molding and contributed to the relative scarcity of complex ceramic objects on the market. In our project, we employ a gel shaping process using natural polymers such as agarose, effectively removing these barriers and unlocking the full potential of the technology.
It’s almost poetic that a material as ancient as ceramics remains one of the most advanced in terms of performance. While I may make it sound simple, reaching this point required months of both theoretical study and hands-on experimentation.
The result is an innovative product: a compact thermal element weighing just 10 grams. Despite its delicate appearance, it can withstand temperatures above 2300°C (4300°F) while transmitting only 1.7 W/m·K of heat. For context, titanium can endure similar temperatures but has a much higher thermal conductivity—about 25 W/m·K. Teflon, on the other hand, is an excellent insulator at just 0.2 W/m·K, but it breaks down at around 240°C (470°F). The zirconia–yttria ceramic system we’re using offers the best of both worlds: extreme heat resistance combined with low thermal conductivity—ideal for mitigating heat creep and enabling reliable extrusion of virtually any filament.
There are other advantages too: the process is energy-efficient, completely silent, and produces no significant waste or emissions. And again—this component weighs just 10 grams.
In the second phase of the project, we plan to integrate a zirconia–magnesia heatbreak into the ceramic body, further strengthening the assembly. From there, the only real limit will be what the hot block can endure. I recently came across a Japanese research group developing a hotend for temperatures around 850°C (1600°F). Suddenly, the idea of extruding copper wire on my Sethi desktop printer doesn’t feel like science fiction—it feels inevitable.
A ceramic heatbreak — and its small mold — designed to withstand temperatures of 1600°F. Image: Triforma – CC-BY-SA-NC
But this is where the problems begin.
Tests
At this moment, I find myself surrounded by newly acquired lab equipment—beakers, Erlenmeyer flasks, precision scales, a magnetic stirrer, and a range of chemical substances. What was meant to be the humble beginning of a small-scale industrial project could easily be mistaken, depending on who walks in, for a pharmaceutical lab or a customs rapid-analysis room.
I’m on the verge of a critical phase: validating whether the process described above can perform reliably and repeatedly at a production scale.
Beyond the formal process and the few prototypes we’ve created using individual molds, a rigorous series of tests still lies ahead. These include experiments on chemical composition, formulation refinement, and destructive testing for mechanical, thermal, and functional performance.
If we succeed in producing a reasonable quantity at a reasonable cost—and I’m confident we will—the product will be made available for direct sale on the soon-to-launch Triforma website. The business model will be inspired by that of Slice Engineering, with an emphasis on Open Source licensing.
My target is to have a minimally viable product ready by mid-April. Until then, I’ll be working relentlessly toward that goal.
I’ll be sharing updates and results here—stay tuned.
(*) A note on Sethi 3D: Though I’ve mentioned Sethi 3D several times, I want to clarify that my only connection to this respected company from Campinas, Brazil, is as a [very satisfied] customer. That said, I’d be thrilled to collaborate with them in any capacity. I hold deep admiration for industrial ventures in advanced technology—especially those based in Brazil, where such efforts deserve not just respect but real celebration.
Como pretendo roubar o Fogo dos Deuses para dar aos geeks.
O protótipo não usinado do primeiro modelo que começa a ser testado, o futuro TF-01 Linear (a peça branca), visto aqui ao lado do hotend metálico standard da Sethi 3D, para comparação das dimensões – Imagem: Triforma– CC-BY-SA-NC
Não falo muito sobre isso, mas eu trabalho também com impressão 3D. Em algum momento do ano passado eu decidi dedicar uma fatia maior do meu tempo a essa tecnologia cujos melhores dias eu acredito ainda estarem à frente. Eu quero poder imprimir materiais estruturais para oferecer, ao invés de protótipos, produtos finais – como peças e componentes – para indústria e consumo.
Eu quero poder trabalhar com manufatura aditiva de nylon, fibra de carbono, cerâmica e outros materiais avançados. Para isso eu preciso de altas temperaturas — acima de 300°C. Faz sentido querer tanto? Bem, novos materiais de nível industrial conhecidos como “superplásticos de engenharia”, como PC, TPI e PEEK, estão se tornando mais populares e acessíveis, e a capacidade de trabalhar com altas temperaturas será uma exigência crescente.
Contudo, apesar da variedade de marcas e formatos, o ítem crucial para a impressão 3D FDM [Deposição de Filamento], o chamado hotend, ou ‘ponta quente’ em português, continua, apesar dos avanços, bastante limitado em sua apresentação e capacidades. A peça consiste em uma câmara que é aquecida por um elemento de aquecimento, o bloco, que é controlado em circuito fechado usando um termistor para feedback de temperatura. A parte inferior do conjunto possui um bico removível que deposita o material na placa de impressão da impressora 3D.
Invariavelmente ele é feito de aço, e o controle — passivo — de calor, algo importantíssimo, é feito por peças de teflon, ou titânio+cobre, na maioria dos casos. É crucial que o filamento se mantenha relativamente frio até a entrada no bloco de aquecimento. O calor do bloco não pode subir pelo corpo do hotend e amolecer demasiadamente o filamento. Isso é chamado de heat creep [se eu fosse traduzir eu diria “insinuação do calor”], e é evitado com barreiras de calor.
Pontas quentes
O hotend padrão da Sethi 3D, de Campinas, fabricante brasileira de impressoras3D, que equipa minha impressora de filamento, é um grande produto. É um hotend que habita a região mais baixa da curva de performance, feito de aço e revestido com teflon. É um produto honesto e muito bem construído, completemente satisfatório para os casos de uso que ele atende, notadamente a impressão usando filamentos PLA e ABS. Mas esse hotend standard [e todos os outros de sua classe] tem como ítem fundamental um revestimento interno de teflon por onde passa o filamento. Esse core de teflon começa a perder sua integridade acima dos 240°.
A Sethi S3 ‘bonitificada’ em que desenvolvemos o projeto. Originalmente ela é um equipamento mais sóbrio, fechada. Um painel transparente aumenta o controle da impressão e possibilita mais liberdade na produção de mídia. – Imagem: Triforma – CC-BY-SA-NC
Restam como opção os hotends feitos inteiramente de metal [all-metal, no jargão em inglês]. Esses hotends usam um núcleo bi-metálico, normalmente titânio e cobre, como barreira de calor entre o bloco de aquecimento e o dissipador de calor [heat sink]. Permitem então temperaturas mais altas e são capazes de imprimir filamentos destinados a usos mais sofisticados. Mesmo assim as temperaturas alcançadas são ainda da mesma ordem dos hotends standards como o da Sethi, e seu desempenho visa apenas evitar a fusão precoce do filamento [heat creep].
Abro aqui um parêntese para dizer que, de alguma forma, é um tanto decepcionante para mim ver que o melhor que a indústria mundial pode fazer em 2024 é empregar titânio, um metal com índice de condutividade térmica de 25 W/mK, como barreira térmica. Tem que haver coisa melhor.
Em suma, na prática, o maker e o ocasional geek encontram seu limite por volta dos 350°. Acima disso talvez seja preciso mudar o status para CNPJ. Mas, e se fosse possível trazer ao alcance dos mortais as temperaturas olímpicas além dos 500 graus, disponíveis aos deuses do capital?
Um hotend é apenas um tubo glorificado, certo? Se o pessoal da Sethi fabricou um usando os seus conhecimentos de metais(*), um fuçador como eu poderia construir um usando seus – recém adquiridos – conhecimentos de cerâmica avançada, certo? Por que não usar essas terras maravilhosas para um fim ao qual elas são unicamente vocacionadas, como o controle térmico da ponta quente de um extrusor? Como isso foi ignorado pela indústria?
Ideias começaram a jorrar de algum canto da minha mente. Tomado por um furor criativo, comecei a ter flashes de um objeto branco-zirconia girando no ar, ganhando forma. Em um transe conjurei os meus conhecimentos de CAD [OpenSCAD, na verdade], e me acomodei diante da estação de trabalho, tendo à côté um monitor com a Tabela Periódica, para desenhar a minha visão do que seria um hotend de cerâmica, compatível com uma impressora Sethi – a minha.
Muitas horas insones depois eu tinha o esboço de meu pequeno mas intrépido objeto, de formas inusuais para um hotend, bastante apartado da aparência do heatsink convencional com seus discos metálicos empilhados. A condução do calor é muito menor na cerâmica, tornando dispensável uma grande área de dissipação de calor, o que permite alguma liberdade no desenho. As opções de textura e cor do material [que tal um cor-de-rosa para março?] adicionam ainda outra dimensão estética. O hotend pode ser uma peça bonita, afinal.
Não demorou muito – apenas alguns dias – para eu perceber a razão de não haver objetos de cerâmica amplamente disponíveis no mercado, além de peças de toillete. Provavelmente também explica o – interessante e bem a propósito deste post – formato do hotend primevo pensado pela Sethi em 2013 . Os métodos conformação cerâmica tradicionais não permitem grandes devaneios estilísticos e/ou intrincados detalhes anatômicos.
Sem meios tecnológicos para se desvencilhar totalmente da tradição, até bem pouco tempo atrás os ceramistas, mesmo os avançados, se restringiam a objetos simples como anéis e tubos, fabricados por metodos como slip cast, injeção pressurizada, moldagem a seco sob pressão e outros métodos industriais de escala. Para construir uma pequena peça para um instrumento de precisão como uma impressora 3D, cerâmica não parece mesmo ser uma escolha razoável.
Geleia de cerâmica
Entra o sol-gel, um processo que eu havia estudado bastante nos meses anteriores ao meu insight e que eu sabia ser uma possível resposta ao problema de se fazer mecânica fina com cerâmica; de criar objetos cerâmicos com grande complexidade estrutural.
A química sol-gel é a preparação de polímeros inorgânicos ou cerâmicas a partir de uma solução, através da transformação de precursores líquidos, primeiro em um ‘sol’ [de SOLução] e, finalmente, em uma estrutura de rede chamada ‘gel’.
A formação de um sol ocorre através de hidrólise/condensação das partículas, mas um sol pode ser definido mais geralmente como uma suspensão coloidal, o que abrange uma ampla gama de sistemas. A União Internacional de Química Pura e Aplicada (IUPAC) define um sistema coloidal como uma dispersão de uma fase em outra onde, “as moléculas ou partículas polimoleculares dispersas em um meio têm, pelo menos em uma direção, uma dimensão entre 1 nm e 1 μm”. O leite e a maionese são exemplos de colóides.
Inúmeros trabalhos científicos têm sido escritos sobre o processo sol-gel em geral e a sua aplicação no campo das cerâmicas avançadas – ver bibliografia recomendada. Se você se lembra dos tijolos de revestimento do ônibus espacial, eles são fabricados por processos análogos a este.
Moldagem de Gel – gel casting
Os métodos de conformação cerâmica são classificados em processos de conformação a seco ou úmidos. A moldagem em gel que usamos é uma tecnologia de conformação úmida desenvolvida pelo Oak Ridge National Laboratory (ORNL), um método capaz de produzir cerâmicas de alta densidade com formas complexas, near net shape [fundição próxima da forma final]. Tem as vantagens de ter um tempo de moldagem curto, sem restrições quanto ao material de molde, uma alta resistência enquanto não sinterizado [“em verde”] e a capacidade de se aplicar seções de espessura variada.
Moldes unitários em que os protótipos foram desenvolvidos – Imagem: Triforma – CC-BY-SA-NC
Note que o método de moldagem de gel permite o uso de praticamente qualquer material para a conformação das massas cerâmicas. Isso abre uma nova e ampla avenida para a utilização de impressoras 3D não mais apenas como prototipadoras, mas como insumos ativos e muito produtivos para a manufatura de cerâmica avançada, por sua capacidade de produzir diretamente, in situ, moldes complexos de forma barata.
Isso inclui totalmente as impressoras FDM. No gelcasting, as características marcas estratificadas da impressão do molde são transferidas fielmente para as peças moldadas. Eu pretendo incorporar isso como identidade visual das peças, revelando sua origem. Outros preferirão, compreensivelmente, moldes absolutamente perfeitos e regulares impressos em SLA ou ainda usinados em aço inox.
De qualquer forma, há um enorme salto de produtividade/lucratividade para qualquer impressora FDM quando um molde de ABS que ela leva 2 horas para depositar passa a servir para replicar milhares de peças cerâmicas de alta performance em curto tempo.
Este projeto
No processo que estamos implementando, preparamos géis de base aquosa, em que o pó cerâmico [zirconia + ítrio, entre outros] é primeiro disperso em água. Em seguida, agentes gelificantes – monômero(s) e iniciador(es) – são adicionados e misturados para formar uma suspensão coloidal, como descrito anteriormente, que é depois despejada no molde de plástico ABS – impresso em 3D – e deixada para secar e formar um corpo verde. Após essa etapa, o corpo verde é desmoldado, submetido a uma secagem adicional e à sinterização a alta temperatura. Depois de sinterizado, o material passa pelo tratamento final em que é usinado e esmaltado.
Conformação da solução nos moldes plásticos. O molde em segundo plano já está fechado em processo de cura do gel/secagem – Imagem: Triforma– CC-BY-SA-NC
Até pouco tempo atrás a acrilamida (AM) era comumente usada como agente gelificante. No entanto, devido à neurotoxicidade da AM a moldagem em gel não teve como ser aproveitada em larga escala na indústria. Isso prejudicou o desenvolvimento dessa técnica e é também, em parte, responsável pela relativa escassez de objetos complexos feitos em cerâmica no mercado. O processo de modagem de gel que utilizamos neste projeto é baseado em polímeros naturais, como a agarose, o que remove os impedimentos para o aproveitamento da tecnologia.
Chega a ser poético que uma tecnologia tão antiga como a cerâmica possa ainda ser o que há de mais avançado que existe em termos de materiais. Faço parecer fácil, mas o esforço demandou meses de aprendizado teórico e prático.
No final, tenho um produto que penso ser inovador, um pequeno elemento térmico com apenas 10 g, cuja aparentemente frágil estrutura é capaz de suportar temperaturas acima de 2300° e transmitir apenas 1,7 W/mK do calor gerado. Para comparação, o titânio suporta temperaturas dessa ordem, mas tem uma condutividade térmica bem mais alta de 25 W/mK; já o teflon é um ótimo isolante, transmitindo apenas 0,2 W/mK do calor, mas não suporta temperaturas acima de meros 240°. Portanto, a baixa condutividade térmica do sistema zirconia-itrio em tese é capaz de mitigar o heat creep, e deve tornar o hotend capaz de imprimir qualquer tipo de filamento.
Como vantagens adicionais, o processo usa menos energia, não gera ruído em nenhuma fase da produção e não deixa efluentes significativos. E eu já disse que a unidade pesa apenas 10 gramas?
Para a segunda fase do projeto vale a pena incorporar um heatbreak de zirconia-magnésia à estrutura de cerâmica para reforçar ainda mais o conjunto. Poderemos chegar até onde o bloco quente aguentar. Li sobre um grupo japonês que trabalha um hotend para 850 graus. Extrusar um fio de cobre em minha impressora Sethi desktop parece um objetivo plenamente factível.
Um heatbreak cerâmico — e seu pequeno molde — para alcançar os 850°. Imagem: Triforma – CC-BY-SA-NC
Mas é agora que os problemas começam.
Testes
No momento em que escrevo estou rodeado de material de laboratório recém adquirido [beakers, erlenmeyers, provetas, balança, agitador magnético, substâncias diversas…]. O que é para ser o germe de uma empreitada industrial está a parecer, dependendo do espectador, uma sala de alguma pharma, ou um laboratório de análises rápidas da Aduana. Estou prestes a começar este experimento divisor de águas: fazer o processo descrito acima funcionar de forma consistente para a produção em série.
Preciso agora ir além do processo formal descrito e dos poucos protótipos obtidos com moldes unitários. É necessaŕio fazer também um grande número de testes de composição química, formulação, além de testes mecânicos destrutivos e de performance.
Se eu for bem sucedido e conseguir produzir em quantidade razoável a custo razoavelmente baixo, o que acredito ser totalmente possível, vou disponibilizar o produto sob venda direta no site de minha nova iniciativa empreendedora, a Triforma – em breve no ar. Penso reproduzir o modelo de negócio da Slice Engineering, licenciando OpenSource. Quero muito de ter um produto minimamente viável em meados de abril. Vou trabalhar para isso.
Divulgarei por aqui os resultados deste projeto. Mantenha contato visual.
(*) Citei a Sethi 3D um par de vezes neste texto. Declaro não ter nenhum vínculo com essa ilustre empresa campineira além do de cliente [satisfeito]. Mas claro que eu gostaria de ter. Respeito toda iniciativa industrial, principalmente se a) ligada à alta tecnologia; b) localizada no Brasil, caso em que o respeito se transforma em descombobulada admiração. :)