Como pretendo roubar o Fogo dos Deuses para dar aos geeks.
Não falo muito sobre isso, mas eu trabalho também com impressão 3D. Em algum momento do ano passado eu decidi dedicar uma fatia maior do meu tempo a essa tecnologia cujos melhores dias eu acredito ainda estarem à frente. Eu quero poder imprimir materiais estruturais para oferecer, ao invés de protótipos, produtos finais – como peças e componentes – para indústria e consumo.
Eu quero poder trabalhar com manufatura aditiva de nylon, fibra de carbono, cerâmica e outros materiais avançados. Para isso eu preciso de altas temperaturas — acima de 300°C. Faz sentido querer tanto? Bem, novos materiais de nível industrial conhecidos como “superplásticos de engenharia”, como PC, TPI e PEEK, estão se tornando mais populares e acessíveis, e a capacidade de trabalhar com altas temperaturas será uma exigência crescente.
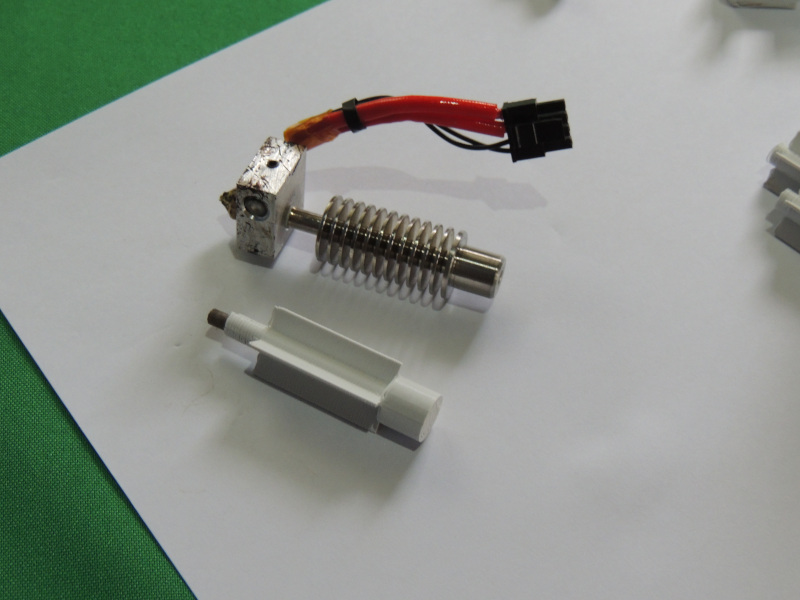
Contudo, apesar da variedade de marcas e formatos, o ítem crucial para a impressão 3D FDM [Deposição de Filamento], o chamado hotend, ou ‘ponta quente’ em português, continua, apesar dos avanços, bastante limitado em sua apresentação e capacidades. A peça consiste em uma câmara que é aquecida por um elemento de aquecimento, o bloco, que é controlado em circuito fechado usando um termistor para feedback de temperatura. A parte inferior do conjunto possui um bico removível que deposita o material na placa de impressão da impressora 3D.
Invariavelmente ele é feito de aço, e o controle — passivo — de calor, algo importantíssimo, é feito por peças de teflon, ou titânio+cobre, na maioria dos casos. É crucial que o filamento se mantenha relativamente frio até a entrada no bloco de aquecimento. O calor do bloco não pode subir pelo corpo do hotend e amolecer demasiadamente o filamento. Isso é chamado de heat creep [se eu fosse traduzir eu diria “insinuação do calor”], e é evitado com barreiras de calor.
Pontas quentes
O hotend padrão da Sethi 3D, de Campinas, fabricante brasileira de impressoras3D, que equipa minha impressora de filamento, é um grande produto. É um hotend que habita a região mais baixa da curva de performance, feito de aço e revestido com teflon. É um produto honesto e muito bem construído, completemente satisfatório para os casos de uso que ele atende, notadamente a impressão usando filamentos PLA e ABS. Mas esse hotend standard [e todos os outros de sua classe] tem como ítem fundamental um revestimento interno de teflon por onde passa o filamento. Esse core de teflon começa a perder sua integridade acima dos 240°.

Restam como opção os hotends feitos inteiramente de metal [all-metal, no jargão em inglês]. Esses hotends usam um núcleo bi-metálico, normalmente titânio e cobre, como barreira de calor entre o bloco de aquecimento e o dissipador de calor [heat sink]. Permitem então temperaturas mais altas e são capazes de imprimir filamentos destinados a usos mais sofisticados. Mesmo assim as temperaturas alcançadas são ainda da mesma ordem dos hotends standards como o da Sethi, e seu desempenho visa apenas evitar a fusão precoce do filamento [heat creep].
Abro aqui um parêntese para dizer que, de alguma forma, é um tanto decepcionante para mim ver que o melhor que a indústria mundial pode fazer em 2024 é empregar titânio, um metal com índice de condutividade térmica de 25 W/mK, como barreira térmica. Tem que haver coisa melhor.
Em suma, na prática, o maker e o ocasional geek encontram seu limite por volta dos 350°. Acima disso talvez seja preciso mudar o status para CNPJ. Mas, e se fosse possível trazer ao alcance dos mortais as temperaturas olímpicas além dos 500 graus, disponíveis aos deuses do capital?
Terra por toda parte
No último ano eu li muito sobre cerâmica e me deleitei com a visão dos belos objetos e peças que hoje são fabricadas com os diversos metais de transição e óxidos de terras raras. Ao considerar as estreitas opções de hotends metálicos disponíveis comecei a perceber que poderia haver aí uma oportunidade a explorar.
Um hotend é apenas um tubo glorificado, certo? Se o pessoal da Sethi fabricou um usando os seus conhecimentos de metais(*), um fuçador como eu poderia construir um usando seus – recém adquiridos – conhecimentos de cerâmica avançada, certo? Por que não usar essas terras maravilhosas para um fim ao qual elas são unicamente vocacionadas, como o controle térmico da ponta quente de um extrusor? Como isso foi ignorado pela indústria?
Ideias começaram a jorrar de algum canto da minha mente. Tomado por um furor criativo, comecei a ter flashes de um objeto branco-zirconia girando no ar, ganhando forma. Em um transe conjurei os meus conhecimentos de CAD [OpenSCAD, na verdade], e me acomodei diante da estação de trabalho, tendo à côté um monitor com a Tabela Periódica, para desenhar a minha visão do que seria um hotend de cerâmica, compatível com uma impressora Sethi – a minha.
Muitas horas insones depois eu tinha o esboço de meu pequeno mas intrépido objeto, de formas inusuais para um hotend, bastante apartado da aparência do heatsink convencional com seus discos metálicos empilhados. A condução do calor é muito menor na cerâmica, tornando dispensável uma grande área de dissipação de calor, o que permite alguma liberdade no desenho. As opções de textura e cor do material [que tal um cor-de-rosa para março?] adicionam ainda outra dimensão estética. O hotend pode ser uma peça bonita, afinal.
Não demorou muito – apenas alguns dias – para eu perceber a razão de não haver objetos de cerâmica amplamente disponíveis no mercado, além de peças de toillete. Provavelmente também explica o – interessante e bem a propósito deste post – formato do hotend primevo pensado pela Sethi em 2013 . Os métodos conformação cerâmica tradicionais não permitem grandes devaneios estilísticos e/ou intrincados detalhes anatômicos.
Sem meios tecnológicos para se desvencilhar totalmente da tradição, até bem pouco tempo atrás os ceramistas, mesmo os avançados, se restringiam a objetos simples como anéis e tubos, fabricados por metodos como slip cast, injeção pressurizada, moldagem a seco sob pressão e outros métodos industriais de escala. Para construir uma pequena peça para um instrumento de precisão como uma impressora 3D, cerâmica não parece mesmo ser uma escolha razoável.
Geleia de cerâmica
Entra o sol-gel, um processo que eu havia estudado bastante nos meses anteriores ao meu insight e que eu sabia ser uma possível resposta ao problema de se fazer mecânica fina com cerâmica; de criar objetos cerâmicos com grande complexidade estrutural.
A química sol-gel é a preparação de polímeros inorgânicos ou cerâmicas a partir de uma solução, através da transformação de precursores líquidos, primeiro em um ‘sol’ [de SOLução] e, finalmente, em uma estrutura de rede chamada ‘gel’.
A formação de um sol ocorre através de hidrólise/condensação das partículas, mas um sol pode ser definido mais geralmente como uma suspensão coloidal, o que abrange uma ampla gama de sistemas. A União Internacional de Química Pura e Aplicada (IUPAC) define um sistema coloidal como uma dispersão de uma fase em outra onde, “as moléculas ou partículas polimoleculares dispersas em um meio têm, pelo menos em uma direção, uma dimensão entre 1 nm e 1 μm”. O leite e a maionese são exemplos de colóides.
Inúmeros trabalhos científicos têm sido escritos sobre o processo sol-gel em geral e a sua aplicação no campo das cerâmicas avançadas – ver bibliografia recomendada. Se você se lembra dos tijolos de revestimento do ônibus espacial, eles são fabricados por processos análogos a este.
Moldagem de Gel – gel casting
Os métodos de conformação cerâmica são classificados em processos de conformação a seco ou úmidos. A moldagem em gel que usamos é uma tecnologia de conformação úmida desenvolvida pelo Oak Ridge National Laboratory (ORNL), um método capaz de produzir cerâmicas de alta densidade com formas complexas, near net shape [fundição próxima da forma final]. Tem as vantagens de ter um tempo de moldagem curto, sem restrições quanto ao material de molde, uma alta resistência enquanto não sinterizado [“em verde”] e a capacidade de se aplicar seções de espessura variada.

Note que o método de moldagem de gel permite o uso de praticamente qualquer material para a conformação das massas cerâmicas. Isso abre uma nova e ampla avenida para a utilização de impressoras 3D não mais apenas como prototipadoras, mas como insumos ativos e muito produtivos para a manufatura de cerâmica avançada, por sua capacidade de produzir diretamente, in situ, moldes complexos de forma barata.
Isso inclui totalmente as impressoras FDM. No gelcasting, as características marcas estratificadas da impressão do molde são transferidas fielmente para as peças moldadas. Eu pretendo incorporar isso como identidade visual das peças, revelando sua origem. Outros preferirão, compreensivelmente, moldes absolutamente perfeitos e regulares impressos em SLA ou ainda usinados em aço inox.
De qualquer forma, há um enorme salto de produtividade/lucratividade para qualquer impressora FDM quando um molde de ABS que ela leva 2 horas para depositar passa a servir para replicar milhares de peças cerâmicas de alta performance em curto tempo.
Este projeto
No processo que estamos implementando, preparamos géis de base aquosa, em que o pó cerâmico [zirconia + ítrio, entre outros] é primeiro disperso em água. Em seguida, agentes gelificantes – monômero(s) e iniciador(es) – são adicionados e misturados para formar uma suspensão coloidal, como descrito anteriormente, que é depois despejada no molde de plástico ABS – impresso em 3D – e deixada para secar e formar um corpo verde. Após essa etapa, o corpo verde é desmoldado, submetido a uma secagem adicional e à sinterização a alta temperatura. Depois de sinterizado, o material passa pelo tratamento final em que é usinado e esmaltado.

Até pouco tempo atrás a acrilamida (AM) era comumente usada como agente gelificante. No entanto, devido à neurotoxicidade da AM a moldagem em gel não teve como ser aproveitada em larga escala na indústria. Isso prejudicou o desenvolvimento dessa técnica e é também, em parte, responsável pela relativa escassez de objetos complexos feitos em cerâmica no mercado. O processo de modagem de gel que utilizamos neste projeto é baseado em polímeros naturais, como a agarose, o que remove os impedimentos para o aproveitamento da tecnologia.
Chega a ser poético que uma tecnologia tão antiga como a cerâmica possa ainda ser o que há de mais avançado que existe em termos de materiais. Faço parecer fácil, mas o esforço demandou meses de aprendizado teórico e prático.
No final, tenho um produto que penso ser inovador, um pequeno elemento térmico com apenas 10 g, cuja aparentemente frágil estrutura é capaz de suportar temperaturas acima de 2300° e transmitir apenas 1,7 W/mK do calor gerado. Para comparação, o titânio suporta temperaturas dessa ordem, mas tem uma condutividade térmica bem mais alta de 25 W/mK; já o teflon é um ótimo isolante, transmitindo apenas 0,2 W/mK do calor, mas não suporta temperaturas acima de meros 240°. Portanto, a baixa condutividade térmica do sistema zirconia-itrio em tese é capaz de mitigar o heat creep, e deve tornar o hotend capaz de imprimir qualquer tipo de filamento.
Como vantagens adicionais, o processo usa menos energia, não gera ruído em nenhuma fase da produção e não deixa efluentes significativos. E eu já disse que a unidade pesa apenas 10 gramas?
Para a segunda fase do projeto vale a pena incorporar um heatbreak de zirconia-magnésia à estrutura de cerâmica para reforçar ainda mais o conjunto. Poderemos chegar até onde o bloco quente aguentar. Li sobre um grupo japonês que trabalha um hotend para 850 graus. Extrusar um fio de cobre em minha impressora Sethi desktop parece um objetivo plenamente factível.

Mas é agora que os problemas começam.
Testes
No momento em que escrevo estou rodeado de material de laboratório recém adquirido [beakers, erlenmeyers, provetas, balança, agitador magnético, substâncias diversas…]. O que é para ser o germe de uma empreitada industrial está a parecer, dependendo do espectador, uma sala de alguma pharma, ou um laboratório de análises rápidas da Aduana. Estou prestes a começar este experimento divisor de águas: fazer o processo descrito acima funcionar de forma consistente para a produção em série.
Preciso agora ir além do processo formal descrito e dos poucos protótipos obtidos com moldes unitários. É necessaŕio fazer também um grande número de testes de composição química, formulação, além de testes mecânicos destrutivos e de performance.
Se eu for bem sucedido e conseguir produzir em quantidade razoável a custo razoavelmente baixo, o que acredito ser totalmente possível, vou disponibilizar o produto sob venda direta no site de minha nova iniciativa empreendedora, a Triforma – em breve no ar. Penso reproduzir o modelo de negócio da Slice Engineering, licenciando OpenSource. Quero muito de ter um produto minimamente viável em meados de abril. Vou trabalhar para isso.
Divulgarei por aqui os resultados deste projeto. Mantenha contato visual.
(*) Citei a Sethi 3D um par de vezes neste texto. Declaro não ter nenhum vínculo com essa ilustre empresa campineira além do de cliente [satisfeito]. Mas claro que eu gostaria de ter. Respeito toda iniciativa industrial, principalmente se a) ligada à alta tecnologia; b) localizada no Brasil, caso em que o respeito se transforma em descombobulada admiração. :)
Leituras recomendadas:
Sol-gel
https://pt.wikipedia.org/wiki/Sol-gel
Formulação de Materiais Cerâmicos
Sol-Gel Chemistry and Methods
Gel Casting of Ceramic Bodies
https://onlinelibrary.wiley.com/doi/abs/10.1002/9781118176665.ch6
The evolution of ‘sol–gel’ chemistry as a technique for materials synthesis
https://pubs.rsc.org/en/content/articlehtml/2016/mh/c5mh00260e
Thermal Properties of Ceramics
A review on aqueous gelcasting: A versatile and low-toxic technique to shape ceramics
https://www.sciencedirect.com/science/article/abs/pii/S0272884218334606

Pingback: Peço licença aos leitores frequentes… – Vox Leone
Pingback: Da Terra a Marte: a Ascensão da Cerâmica – Vox Leone