Ao contrário do que a mitologia sugere, as diretrizes da NASA para software crítico de segurança não apenas valorizam a simplicidade extrema; elas a tornam obrigatória. Uma disciplina férrea guia todo o trabalho dos programadores.
Engenheira da equipe da missão Artemis II em ensaio geral de lançamento no dia 2 de fevereiro – NASA/Kim Shiflett
Programar para uma espaçonave não é como programar um app qualquer. Cada bug pode custar milhões de dólares e anos de missão. Por isso, a NASA desenvolveu um conjunto de 10 regras chamadas Power of Ten, criadas por Gerard J. Holzmann no Jet Propulsion Laboratory (JPL) e publicadas na IEEE Computer em 2006.
Essas regras não buscam performance nem elegância, mas simplicidade, previsibilidade e verificabilidade, características essenciais em programas críticos.
O que são as regras Power of Ten?
Elas são diretrizes para escrever código tedioso, seguro e confiável:
Use apenas um subconjunto seguro da linguagem Evite recursão, alocação dinâmica de memória, loops infinitos e fluxos complicados. Isso torna o código mais previsível e fácil de verificar.
Todos os loops devem ter limites fixos Cada loop precisa ter um limite superior claro. Isso previne loops infinitos e garante tempo de execução previsível.
Não use memória dinâmica Nada de malloc, free, new ou delete. Alocação dinâmica pode falhar ou fragmentar a memória, o que é inaceitável para sistemas espaciais.
Funções curtas e simples Idealmente, menos de 60 linhas, com estado local mínimo e propósito único. Isso facilita leitura, testes e verificação.
Controle de fluxo claro e visível Evite goto, aninhamento profundo e múltiplos pontos de saída. Fluxos simples reduzem chances de erros lógicos.
Limite o uso de ponteiros Eles aumentam risco de referências inválidas e corrupção de memória. Prefira arrays e índices.
Cheque todos os retornos de função Toda função que pode falhar deve ser verificada. Se um sensor ou leitura retornar erro, ele precisa ser tratado.
Sem fluxos de dados ocultos Evite variáveis globais ou efeitos colaterais “surpresa”. Todas as dependências devem ser explícitas.
Código sem avisos do compilador Nenhum aviso deve passar despercebido. Eles muitas vezes indicam problemas reais.
Uso mínimo do pré-processador Evite macros complexas e compilação condicional. Prefira constantes simples e estruturas claras.
Por que essas regras funcionam
Software de espaçonaves precisa ser previsível, verificável, robusto e seguro. A ideia da Power of Ten é domar a linguagem C/C++ para que ela se torne uma mini-linguagem interna, onde qualquer programador possa entender e revisar o código, nas piores condiçoes, e anos após o lançamento. O conceito-chave é controlar a complexidade para tornar o software quase matematicamente verificável. A questão não é sobre elegância, esperteza ou performance, mas sobre segurança e confiabilidade.
Filosofia da NASA
Código simples vence código esperto: a melhor prática em sistemas críticos é a óbvia, linear e transparente.
Programadores conservadores e convencionais prosperam: nada de “rock-star devs”; o trabalho é feito sobre métodos consistentes e previsíveis.
Alta habilidade é redirecionada: para arquitetura, simulação, testes e análise de segurança, não truques ou abstrações complexas.
O estilo Power of Ten não é elegante, não é divertido e não é esperto; é seguro, previsível e auditável. Em sistemas críticos como espaçonaves o código não precisa ser impressionante; precisa funcionar sempre e ser compreensível mesmo sob pressão extrema.
Se você programar seguindo essas regras, mesmo como um desenvolvedor convencional, seu trabalho terá o mesmo impacto que os “rock stars” do código, mas com robustez garantida.
Uma descoberta pessoal surpreendente nas proporções dos quadros de bicicletas.
a+b está para a, como a está para b. Esta mountain bike exibe uma proporção áurea quase exata. Imagem: pexels.com – Jahangeer Bm – Vetor superposto: Wikimedia commons.
Enquanto eu me entregava ao papel de designer de bicicletas nas últimas semanas, talvez em um esforço inconsciente para exorcizar minha persistente síndrome de impostor, e esboçava – no papel couché de verdade, como nos bons tempos – um quadro de bicicleta minimalista em alumínio, notei algo incrível que parece ter passado despercebido na literatura ciclística: a relação entre o front-center e o comprimento dos chainstays (a escora da corrente) em grande parte das bicicletas de suspensão se aproxima da Proporção Áurea (φ ≈ 1,618).
O front-center, ou ‘frente-centro’, é a distância horizontal entre o eixo da roda dianteira e o movimento central (bottom bracket – também conhecido como ‘cubo’), enquanto o comprimento da escora da corrente vai do movimento central até o eixo da roda traseira. Quando dividimos o frente-centro pelo comprimento do chainstay em diferentes tipos de bicicletas, surge um padrão consistente.
Bicicletas de estrada normalmente apresentam front-centers de 680–720 mm com escoras de 410–420 mm, resultando em razões entre 1,62 e 1,71. Bicicletas de montanha exibem front-centers de 700–750 mm e chainstays de 430–450 mm, com razões de 1,59 a 1,67. As bicicletas de cascalho (gravel bikes) ficam em território semelhante, com front-centers de 690–730 mm e escoras de 420–435 mm, produzindo razões de 1,61 a 1,68.
Esse agrupamento em torno de φ (1,618) se mantém surpreendentemente consistente entre diferentes categorias, tamanhos de quadro e fabricantes. E ainda assim, apesar de décadas de análises obsessivas sobre geometria de bicicletas, esse padrão parece ter passado despercebido pela maioria dos ciclistas (mas é claro que eu posso estar errado).
A Métrica Invisível
O motivo dessa negligência fica mais claro quando consideramos o que a indústria realmente mede e discute. As conversas sobre geometria de bicicletas giram em torno de medidas de stack e reach, ângulos do tubo de direção e do tubo do selim, rebaixamento do movimento central (bottom bracket drop) e comprimento total entre eixos (wheelbase). Nota: Existe, que se reconheça, discussão sobre a proporção áurea entre certas combinações de coroa/pinhão, como esta no Reddit em inglês.
No parágrafo anterior, são aquelas medidas que vejo impressos nas tabelas de geometria, debatidos em fóruns e usados por fitters para ajustar ciclistas a quadros. A proporção, relação, entre front-center e a escora simplesmente não é uma métrica que a indústria analise ou publique frequentemente. Medimos essas dimensões separadamente, imprimimos em colunas adjacentes nas fichas técnicas, mas raramente examinamos a relação entre elas.
É como ter dois ingredientes listados em uma receita sem nunca notar que são sempre usados na mesma proporção. A informação está lá, visível, publicada, mas o padrão permanece oculto porque ninguém pensou em procurá-lo.
Por Que Isso acontece
O surgimento da razão áurea na geometria das bicicletas levanta questões fascinantes sobre se isso é coincidência, consequência ou princípio de design. Vários fatores podem explicar por que a geometria das bicicletas tende naturalmente a essa proporção, e eles não são mutuamente exclusivos.
A biomecânica humana oferece uma explicação convincente. O comprimento das pernas e a eficiência da pedalada podem simplesmente favorecer essa proporção. Quando consideramos o modo como o peso do ciclista se distribui sobre os pedais, pode haver uma divisão ideal da distância entre-eixos que permite uma máxima transferência de potência. A razão áurea pode representar o ponto ideal em que o centro de massa do ciclista se posiciona para gerar força de forma mais eficiente ao longo do ciclo da pedalada.
A dinâmica de pilotagem apresenta outra possibilidade. Bicicletas precisam equilibrar exigências opostas: estabilidade para manter o controle em linha reta e em alta velocidade, versus agilidade para curvas e manobras rápidas. Um front-center mais longo contribui para a estabilidade, enquanto uma traseira mais curta favorece a agilidade. A razão áurea pode representar um ponto de equilíbrio ideal entre essas necessidades opostas — um ponto que parece intuitivo e controlável para ciclistas em diferentes situações.
A distribuição de peso oferece ainda outro ponto de vista. A tração ideal entre as rodas dianteira e traseira é crucial para frenagem, subidas e curvas. Se a razão áurea governa como o peso do ciclista deve se distribuir ao longo do entre-eixos, faz sentido que a geometria dos quadros convirja para essa proporção a fim de otimizar aderência e controle.
Há também a possibilidade de evolução convergente no design dos quadros. Gerações de construtores, trabalhando de forma empírica e intuitiva em busca do que “parece certo”, podem ter descoberto essa proporção inadvertidamente, ao longo de incontáveis iterações e refinamentos. Assim como a arquitetura vernacular desenvolve formas adequadas a cada região por tentativa e erro, a geometria das bicicletas pode ter evoluído em direção a essa proporção simplesmente porque quadros construídos dessa forma funcionam melhor e proporcionam uma sensação mais natural.
Por fim, não podemos ignorar as restrições impostas pelos tamanhos de roda padronizados. Com rodas 700c, 29” e 26” dominando o mercado, a geometria pode convergir naturalmente para essa proporção devido às realidades físicas de espaço livre, ajuste do ciclista e trail mecânico necessário para uma direção estável. O espaço de design pode ser mais limitado do que parece, e a razão áurea pode emergir como consequência natural dessas restrições.
Alguns Números Informais:
Tipo de Bike
Front-Center (mm)
Chainstay (mm)
Razão (FC ÷ CS)
Road
680 – 720
410 – 420
1.62 – 1.71
Mountain
700 – 750
430 – 450
1.59 – 1.67
Gravel
690 – 730
420 – 435
1.61 – 1.68
O agrupamento em torno de φ (1,618) é consistente entre modalidades, tamanhos de quadros e fabricantes.
A Proporção Áurea em Todos os Lugares
A presença de φ (1,618…) na geometria das bicicletas a colocaria ao lado de inúmeras outras ocorrências dessa proporção na natureza e no design humano. Vemo-la na espiral das conchas de náutilos, na disposição das pétalas das flores, nas proporções da arquitetura clássica como o Partenon, nas obras da Renascença e até nas proporções do corpo humano — como a relação entre a altura do umbigo ao chão e a altura total do corpo.
A Proporção Áurea na folha de uma bromélia – Imagem: Wikimedia Commons
Que essa razão também governe as proporções de uma bicicleta sugere que estamos observando um princípio fundamental do design mecânico eficiente, uma preferência estética tão profunda que influencia o que “parece certo” a ciclistas e construtores – ou talvez apenas uma coincidência fascinante dentro de um espaço de design altamente restrito. Distinguir entre essas possibilidades exigiria uma investigação cuidadosa.
Da Teoria ao Metal
A bicicleta que levou a essa observação — meu projeto provisoriamente chamado “Boxy” — adota um minimalismo radical em busca de uma estrutura honesta e de um impacto de fabricação reduzido. Ela consiste em três tubos retangulares de alumínio iguais, com 720 mm cada, sem tubo do selim, já que o movimento central é montado na extremidade do tubo inferior.
Um sistema de suspensão de pivô único usa o próprio amortecedor como elemento estrutural, enquanto o braço oscilante (swing arm) cumpre as funções do triangulo posterior que aqui não existe. O design apresenta front-center de 690 mm e chainstay efetivo de 450 mm, resultando em uma razão de 1,533 – que pode ser, e será, ‘acoxambrada’ para exatamente 1,618.
A Espiral de Fibonacci, que também é uma manisfestação da Proporção Áurea, aqui sobreposta ao esquema da minha bike brutalista. Imagem: Wikimedia Commons.
Embora não seja exatamente φ, o design naturalmente se aproximou dessa proporção esteticamente agradável por meio de restrições geométricas, e não por uma busca deliberada da razão áurea. O fato de ter chegado perto de 1,618 de forma independente — apenas resolvendo os problemas estruturais e cinemáticos inerentes ao projeto — sugere que essa proporção pode realmente representar algo fundamental na arquitetura das bicicletas, e não uma escolha arbitrária.
Talvez os projetos mais elegantes não sejam os que perseguem deliberadamente a razão áurea, mas aqueles que chegam a ela naturalmente, através da resolução honesta dos problemas de engenharia. A razão pode ter estado escondida à vista de todos o tempo todo, escrita nas tabelas de geometria que lemos há décadas sem perceber o padrão que as conecta.
Um Convite
Qual é a razão front-center/chainstay da sua bicicleta? A medição é simples: distância horizontal do eixo dianteiro ao movimento central, dividida pela distância do movimento central ao eixo traseiro.
Meça a sua bicicleta, a dos seus amigos, vasculhe as tabelas de geometria dos fabricantes. Vamos ver quão universal esse padrão realmente é, e se todos nós já estávamos pedalando a razão áurea sem saber.
Escrevo hoje para (orgulhosamente) apresentar meu software [GitHub] para percorrer grafos 3D. O faço quase que pedindo desculpas, porque sei do tédio que este tipo de conversa provoca nas pessoas.
Ilustração de um grafo esférico. Imagem: Grok. Prompt: generate a hyper-realistic image of a spherical graph suspended in space, with nodes at the intersection of lines. highlight several brightened edges crisscrossing the graph sphere linking several nodes
Mas o fato é que este blog é totalmente dedicado ao lado nerd/geek das pessoas, e não pode haver nada mais nerdy-geeky do que isto.
Além disso, este trabalho representa a culminação de um esforço pessoal muito grande e eu preciso registrar a efeméride. Se você gosta de tudo o que é 3D, robótica, games, VR/AR isto pode te interessar.
Introdução
Estruturas de dados espaciais (isto é, em três dimensões) estão por toda parte — de motores de jogos à robótica e simulações científicas. Mas estruturas tradicionais de manipulação do espaço 3D como quadtrees e octrees funcionam melhor quando lidamos com posições. Quando o que importa é a orientação, essas estruturas perdem eficiência.
Como navegar por uma hierarquia rotacionando a visão, em vez de apenas seguir direções cartesianas?
Essa é a proposta do SpinStep.
O que é SpinStep?
SpinStep é um framework de travessia de árvores baseado em quatérnios[link], números especiais usados para representar rotações no espaço 3D. Em vez de seguir os ramos de uma árvore com base na distância entre eles, SpinStep seleciona caminhos com base na proximidade angular em relação à orientação atual.
Isso cria uma nova metáfora de navegação: não caminhamos do ponto A ao B, mas sim giramos em direção ao próximo nó do grafo.
À esq. uma árvore clássica, 2D e posicional. À dir. uma árvore 3D, orientacional, como nossa proposta. Imagem VL/GitHub
Por que quatérnios? E por que agora?
Quatérnios são mais estáveis que ângulos de Euler e mais compactos que matrizes de rotação, classicamente usados para indexação de nós em 3D. São comuns em animação 3D, realidade virtual, engenharia aeroespacial e robótica. Mas seu uso em travesia de dados ainda é pouco explorado.
SpinStep propõe que, quando os dados são orientacionais por natureza, estruturas baseadas em rotação são mais naturais e precisas do que estruturas posicionais.
Desafios e Limitações
Essa abordagem traz desafios técnicos:
Cálculo de distâncias angulares é mais pesado que comparações vetoriais simples.
Pequenos erros de ponto flutuante afetam estabilidade da travessia.
Faltam heurísticas padrão para definição de “distância” em espaços de rotação.
Mesmo assim, em muitos casos, o ganho em expressividade compensa a perda de desempenho.
Quando Vale a Pena?
SpinStep se destaca em nichos onde a orientação tem mais valor que a posição. Exemplos:
Planejamento de juntas em robôs articulados.
Travessia de cenas em VR baseada no ponto de vista do usuário.
Inteligência artificial com campo de visão dinâmico.
Simulações astrofísicas com caminhos orbitais.
Geração procedural em superfícies esféricas ou planetas.
Mesmo em cenários sensíveis a desempenho, SpinStep pode atuar como um filtro inicial para reduzir o espaço de busca.
Melhorias Futuras
Como projeto em crescimento, o SpinStep pode evoluir em várias frentes:
Aceleração com Numba ou Cython.
Ferramentas visuais para debug e visualização da travessia.
Integração com motores físicos ou bibliotecas de robótica.
Estratégias alternativas de travessia com pesos e heurísticas.
Considerações Finais
O futuro da computação espacial depende de como organizamos e percorremos dados. SpinStep propõe uma nova lente: pensar menos em “eixos” e mais em rotações.
É um convite para explorar, adaptar, e, quem sabe, transformar como lidamos com orientação em estruturas complexas.
Entre a miríade de concorrentes a disputar a atenção dos pesquisadores de materiais, a cerâmica surge como uma candidata formidável, totalmente adequada para revolucionar os esforços humanos de formas anteriormente inimagináveis. O fascínio da cerâmica reside na sua versatilidade, durabilidade e, modernamente, potencial para processos ecológicos de fabrico. Neste post, embarco numa breve especulação sobre ascensão inexorável da cerâmica e seu papel potencialmente fundamental na definição do futuro da indústria.
Argumento: o próximo grande passo na indústria será o uso intensivo de cerâmica
A cerâmica, outrora relegada ao domínio da olaria e das artes decorativas, sofreu uma metamorfose notável, emergindo como pedra angular da indústria moderna. Com suas propriedades inerentes, como alta resistência, estabilidade térmica, resistência à corrosão e isolamento elétrico, a cerâmica encontrou aplicações generalizadas em diversos setores, incluindo aeroespacial, automotivo, eletrônico, saúde e energia.
Um dos principais fatores que impulsionam a cerâmica para a vanguarda da inovação industrial é a sua capacidade de resistir a condições físicas inclementes. Ao contrário dos metais e polímeros, as cerâmicas oferecem uma combinação única de robustez mecânica e leveza, tornando-as candidatas ideais para aplicações onde a relação resistência/peso é fundamental. Além disso, suas excepcionais propriedades térmicas as tornam indispensáveis em ambientes de alta temperatura, desde componentes de motores a materiais refratários para fornos e fornalhas.
O advento de técnicas avançadas de fabricação, como a impressão 3D, alteram radicalmente a forma como a cerâmica é fabricada. Em um post recente [link] eu mostrei as pesquisas que estamos fazendo para a fabricação de peças diversas usando gelcasting de nano zirconia. Essa tecnologia transformadora usa moldes impressos em 3D e permite a criação de estruturas cerâmicas complexas com precisão e personalização sem precedentes, abrindo caminho para a realização de projetos complexos que antes seriam inatingíveis.
Além de suas proezas mecânicas, as cerâmicas possuem biocompatibilidade inata, tornando-as indispensáveis em aplicações biomédicas, como implantes, próteses e engenharia de tecidos. Sua capacidade de imitar as propriedades do osso natural a torna a escolha ideal para implantes, oferecendo aos pacientes uma solução durável e duradoura.
Nanocerâmica: indústria pioneira e vital nos assentamentos em Marte
À medida que a humanidade se volta para o cosmos, a perspectiva de colonizar corpos celestes distantes se torna cada vez mais real. Marte destaca-se como uma opção tentadora para a habitação humana no futuro de médio prazo, oferecendo uma combinação única de desafios e oportunidades. Na busca pela auto-suficiência e sustentabilidade no Planeta Vermelho, a cerâmica surge como um elemento óbvio, oferecendo uma solução viável para os inúmeros desafios colocados pela colonização extraterrestre.
As suspensões coloidais de nanocerâmica, como a que comentamos acima, caracterizadas por nanopartículas (< 50 nm) suspensas em um meio líquido, são imensamente promissoras para os assentamentos em Marte. Aproveitando as abundantes matérias-primas disponíveis na superfície marciana, como sílica e alumina, essas técnicas desenvolvidas pela engenharia química apresentam um meio econômico e sustentável de fabricação de componentes essenciais para infraestrutura e habitação.
Um dos atributos mais atraentes desse tipo de síntese cerâmica reside em seus baixos requisitos de energia, particularmente nos processos de gelcasting. Gelcasting, uma técnica versátil de formação de cerâmica, consiste na síntese de um gel cerâmico estável que pode ser moldado em formas complexas antes de passar por um processo de solidificação controlado. Este método não só conserva energia, mas também minimiza o desperdício de materiais, tornando-o altamente propício a ambientes com recursos limitados, como Marte.
Na técnica de formação cerâmica por gel, a suspensão é depositada em um molde feito em 3D para obter a peça ‘verde’ que será sinterizada. Na foto, o processo de gelcasting propriamente dito. Imagem: Triforma – CC-BY-SA-NC
As excepcionais propriedades mecânicas das cerâmicas também as tornam indispensáveis para a construção de habitats capazes de resistir às duras condições ambientais prevalecentes em Marte. Como barreira antirradiação ou como isolamento térmico, a cerâmica oferece uma solução robusta e durável para proteger os marcianos sem-atmosfera contra os rigores do espaço.
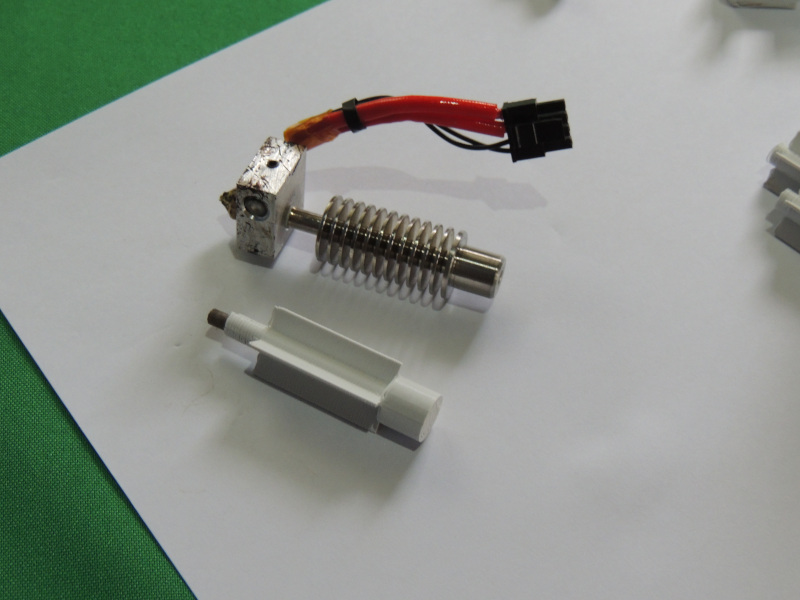
O resultado final do gelcasting é uma peça totalmente diferente das peças metálicas conhecidas, ainda com espaço para um pouco de estilo. Este é o hotend cerâmico — realmente pink — para impressão 3D, que lançaremos em breve, capaz de operar a 850 graus. Imagem: Triforma – CC-BY-SA-NC
Como demonstramos com exemplos modestos, a integração dos processos de gelcasting com a impressão 3D abre uma infinidade de possibilidades para a fabricação, no local, de componentes estruturais, ferramentas e equipamentos. Ao aproveitar o poder dessas técnicas de produção avançadas, os colonizadores de Marte podem reduzir a sua dependência das cadeias de abastecimento ligadas à Terra e acelerar o estabelecimento de colônias auto-sustentáveis.
Talvez, no futuro distante, essa primeira fase da história marciana venha a ser chamada “a Idade Marciana da Cerâmica.”
How I intend to steal the Fire of the Gods and give it to the geeks.
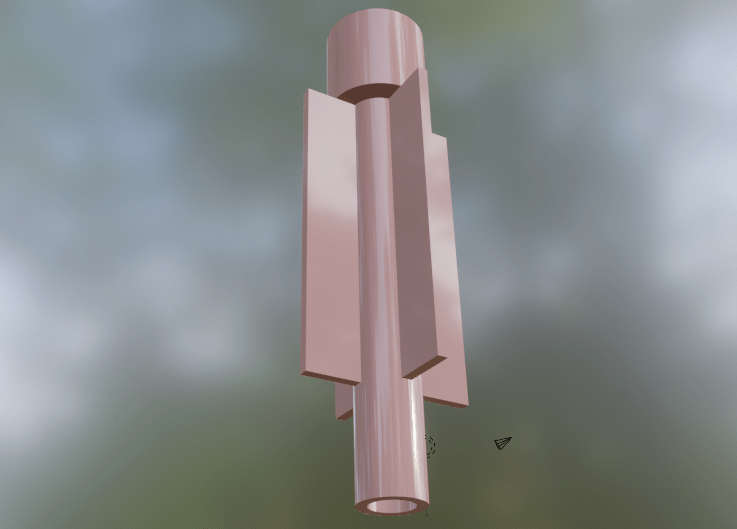
The unfinished prototype of the first model to be tested, the upcoming TF-01 Linear (the white piece), seen here alongside the standard metallic hotend from Sethi 3D, for dimension comparison. Image: Triforma CC-BY-SA-NC
Notice: This is a Portuguese language blog extraordinarily featuring an article in English.
As a 3D printing entrepreneur and enthusiast, I decided last year to dedicate more of my time to this transformative technology — one I believe still has its best days ahead. My goal is to go beyond prototyping and use 3D printing to manufacture final parts and components for both industrial and consumer applications.
To achieve this, I’m focusing on additive manufacturing with advanced materials like nylon and carbon fiber. Reaching extrusion temperatures above 300°C (573°F) is essential for processing these high-performance thermoplastics. This ambition makes sense, especially as engineering superplastics like polycarbonate (PC), TPI, and PEEK become increasingly accessible. These materials demand higher thermal capabilities, and the need for high-temperature hotends is only growing.
Yet, despite a wide array of brands on the market, the FFF 3D printing hotend — a critical component — remains relatively limited in both design and performance. The hotend includes a heated chamber, powered by a heating element and regulated by a thermistor in a closed-loop system. At its base, a replaceable nozzle deposits molten filament onto the print bed. (See: Anatomy of a Hotend.)
Most hotends are made from steel and use Teflon liners or titanium–copper heat breaks to manage thermal flow. Preventing heat creep — where rising heat softens the filament prematurely — is essential. This is why heat barriers and effective passive cooling are so critical: they ensure the filament stays solid until it reaches the melt zone.
Hot Ends
The standard hotend that comes installed in my Sethi 3D FFF printer—a model from the Brazilian manufacturer Sethi 3D—is a solid and well-designed component. Built from steel and featuring a Teflon lining, it performs reliably within the lower to mid-range category. It’s particularly well-suited for printing with PLA and ABS, delivering consistent results with minimal hassle.
That said, like many hotends in its class, it relies on an internal Teflon tube to guide the filament. This design works well at moderate temperatures, but the Teflon begins to degrade when exposed to temperatures above 240°C (470°F), which limits its suitability for high-temperature filaments.
Our customized Sethi S3, the printer used for this project, has been visually enhanced from its original factory design. Originally featuring a more conservative, enclosed box-like appearance, it now includes a transparent panel. This modification not only improves print visibility and monitoring but also adds flexibility for media production. – Image: CC-BY-SA-NC
Another common option on the market is the all-metal hotend—devices built entirely from metal, often featuring a bi-metallic heat break made of titanium and copper. This combination creates a thermal barrier between the heater block and the heat sink, allowing the hotend to handle higher temperatures and enabling the use of advanced, engineering-grade filaments. However, despite their design, the maximum temperatures these hotends can sustain are still comparable to standard models like the one from Sethi. Their main advantage lies not in higher heat tolerance, but in preventing premature filament softening—known as heat creep.
Frankly, it’s a bit disappointing that in 2024, the industry’s best solution for thermal isolation is still titanium—a material with a relatively low thermal conductivity of just 25 W/m·K. Surely, there must be a more effective alternative out there.
In practice, most hobbyists and casual makers hit a ceiling around 350°C (660°F). Pushing beyond that usually requires not just specialized equipment, but also a deeper level of technical know-how. Still, one has to wonder: could we one day make temperatures above 500°C (930°F)—currently the domain of high-end industrial setups—accessible to everyday users?
Rare Earths Everywhere
Over the past year, I’ve delved deeply into ceramic literature and have been consistently impressed by the remarkable objects created using various transition metals and rare earth oxides. As I reflected on the limited range of available hotend options, I began to see a promising opportunity—one that might be worth pursuing.
At its core, isn’t a hotend essentially just a glorified tube? If the team at Sethi was able to develop one using their expertise in metalworking (*), then why couldn’t someone like me—armed with a growing understanding of advanced ceramics—create a comparable solution? Why not leverage the exceptional thermal properties of these materials for what they seem naturally suited to: managing the intense heat at the tip of an extruder? It’s hard not to wonder—how has this potential avenue been largely ignored by the industry?
Ideas began to flow from some hidden corner of my mind. I started envisioning a sleek, zirconia-white form. Drawing on my experience with CAD—specifically OpenSCAD—I sat down at my workstation, the Periodic Table glowing on a nearby monitor, and began sketching out my concept: a ceramic hotend, purpose-built for my own Sethi S3 3D printer.
After a few sleepless nights, I had finalized the blueprint for my petite yet bold creation—one that broke away from the conventional stacked-disc design of typical metal heatsinks. Its form was unconventional, shaped by the unique properties of ceramics. With significantly lower thermal conductivity, ceramics eliminate the need for large heat dissipation surfaces, opening up exciting possibilities for more compact and creative designs. Add to that the material’s texture and color versatility—imagine a soft pink version for March—and the result isn’t just functional, but beautiful. A hotend, reimagined as an object of both engineering and aesthetic value.
Within just a few days, it became clear to me why ceramic objects—beyond toiletries—are so rare in the market. This realization also highlights the thoughtful and highly relevant design of the original hotend envisioned by Sethi in 2013. Traditional ceramic shaping methods simply don’t accommodate elaborate stylistic innovations or intricate anatomical details.
Until recently, advanced ceramists lacked the technology to break completely from traditional methods, restricting them to producing relatively simple forms—like rings and tubes—using techniques such as slip casting, pressurized injection, and dry pressing. These large-scale industrial processes limited design complexity. For a small, precision component in a device like a 3D printer, ceramics have historically seemed impractical.
Sol-gel Comes for the Rescue
Sol-gel chemistry, a process I had studied extensively in the months leading up to my insight, presented a promising solution to the challenge of working with ceramics in fine mechanics—enabling the creation of ceramic objects with remarkable structural complexity.
Simply put, sol-gel chemistry involves synthesizing inorganic polymers or ceramics from a liquid solution. This process begins by converting liquid precursors into a colloidal suspension called a “sol” (from SOLution), which then transforms into a three-dimensional network known as a “gel.”
The formation of a sol results from hydrolysis and condensation reactions of particles, creating a colloidal system—a dispersion of tiny particles within a medium. According to the International Union of Pure and Applied Chemistry (IUPAC), a colloidal system is a dispersion of one phase into another where, “the molecules or polymolecular particles dispersed in a medium have, at least in one direction, a dimension between 1 nm and 1 μm”. Everyday examples of colloids include milk and mayonnaise.
The sol-gel process has been extensively studied and applied in advanced ceramics; for deeper insights, I recommend consulting the specialized literature. For instance, the ceramic tiles covering the space shuttle’s heat shield are produced using techniques closely related to sol-gel chemistry.
Gel Casting
Ceramic shaping techniques generally fall into two categories: dry and wet forming processes. Gel molding, also known as gel casting, is a wet forming technique. The technology we employ—developed by Oak Ridge National Laboratory (ORNL)—allows for the fabrication of high-density ceramics with intricate, near-net-shape geometries. This method offers several significant advantages, including fast molding cycles, no limitations on mold materials, excellent mechanical strength in the unsintered “green” state, and the capability to produce components with varying section thicknesses.
Molds used for developing the prototypes – Image: Triforma – CC-BY-SA-NC
It’s important to highlight that the gel molding method permits the use of virtually any material to shape ceramic masses, unlocking vast new possibilities for 3D printers. No longer confined to prototyping, these printers can become powerful and efficient tools for manufacturing advanced ceramics, thanks to their ability to produce complex molds directly and affordably on-site.
This potential extends to FFF printers as well. In gel casting, the unique layered texture of the printed mold is faithfully transferred to the ceramic parts. I personally intend to embrace this “imperfection” as a distinctive visual signature that reveals the product’s origins. Naturally, others may prefer molds that are flawlessly smooth and uniform—whether created via SLA, SLS, or precision-machined from stainless steel.
Overall, integrating gel molding into FFF printing represents a major leap in productivity and profitability. An ABS mold that takes just two hours to print can be used to replicate thousands of high-performance ceramic parts in a remarkably short time.
This Project
Our process begins with preparing water-based gels by dispersing ceramic powders—such as zirconia and yttria—in water. We then add gelling agents, including monomers and initiators, and mix thoroughly to form a stable colloidal suspension, as described earlier. This slurry is poured into an ABS plastic mold created via 3D printing and allowed to dry, forming a “green” ceramic body.
Once dried, the green body is carefully removed from the mold, subjected to further drying, and then sintered at high temperatures to achieve full densification. The final steps include precision machining and partial enameling to complete the component.
The solution is shaped within the plastic molds. The mold in the background is already closed, undergoing the gel curing/drying process. – Image: Triforma– CC-BY-SA-NC
Until recently, acrylamide (AM) was the standard gelling agent used in gel molding. However, its neurotoxic properties limited the widespread industrial adoption of this technique. This constraint hindered the development of gel molding and contributed to the relative scarcity of complex ceramic objects on the market. In our project, we employ a gel shaping process using natural polymers such as agarose, effectively removing these barriers and unlocking the full potential of the technology.
It’s almost poetic that a material as ancient as ceramics remains one of the most advanced in terms of performance. While I may make it sound simple, reaching this point required months of both theoretical study and hands-on experimentation.
The result is an innovative product: a compact thermal element weighing just 10 grams. Despite its delicate appearance, it can withstand temperatures above 2300°C (4300°F) while transmitting only 1.7 W/m·K of heat. For context, titanium can endure similar temperatures but has a much higher thermal conductivity—about 25 W/m·K. Teflon, on the other hand, is an excellent insulator at just 0.2 W/m·K, but it breaks down at around 240°C (470°F). The zirconia–yttria ceramic system we’re using offers the best of both worlds: extreme heat resistance combined with low thermal conductivity—ideal for mitigating heat creep and enabling reliable extrusion of virtually any filament.
There are other advantages too: the process is energy-efficient, completely silent, and produces no significant waste or emissions. And again—this component weighs just 10 grams.
In the second phase of the project, we plan to integrate a zirconia–magnesia heatbreak into the ceramic body, further strengthening the assembly. From there, the only real limit will be what the hot block can endure. I recently came across a Japanese research group developing a hotend for temperatures around 850°C (1600°F). Suddenly, the idea of extruding copper wire on my Sethi desktop printer doesn’t feel like science fiction—it feels inevitable.
A ceramic heatbreak — and its small mold — designed to withstand temperatures of 1600°F. Image: Triforma – CC-BY-SA-NC
But this is where the problems begin.
Tests
At this moment, I find myself surrounded by newly acquired lab equipment—beakers, Erlenmeyer flasks, precision scales, a magnetic stirrer, and a range of chemical substances. What was meant to be the humble beginning of a small-scale industrial project could easily be mistaken, depending on who walks in, for a pharmaceutical lab or a customs rapid-analysis room.
I’m on the verge of a critical phase: validating whether the process described above can perform reliably and repeatedly at a production scale.
Beyond the formal process and the few prototypes we’ve created using individual molds, a rigorous series of tests still lies ahead. These include experiments on chemical composition, formulation refinement, and destructive testing for mechanical, thermal, and functional performance.
If we succeed in producing a reasonable quantity at a reasonable cost—and I’m confident we will—the product will be made available for direct sale on the soon-to-launch Triforma website. The business model will be inspired by that of Slice Engineering, with an emphasis on Open Source licensing.
My target is to have a minimally viable product ready by mid-April. Until then, I’ll be working relentlessly toward that goal.
I’ll be sharing updates and results here—stay tuned.
(*) A note on Sethi 3D: Though I’ve mentioned Sethi 3D several times, I want to clarify that my only connection to this respected company from Campinas, Brazil, is as a [very satisfied] customer. That said, I’d be thrilled to collaborate with them in any capacity. I hold deep admiration for industrial ventures in advanced technology—especially those based in Brazil, where such efforts deserve not just respect but real celebration.